Transformer Core Factory Capability: How Process Control Determines Core Loss, Noise, and Production Stability
When Transformer Performance Deviates from Design Expectations
In transformer projects, performance deviations rarely appear during the design phase. Drawings are validated, material grades are specified, and prototype testing meets expectations.
The deviation starts later—during production or real operation.
Typical feedback from the field includes:
- Core loss exceeding calculated values
- Temperature rise higher than expected under load
- Noise variation between units
- Efficiency inconsistency across batches
At that point, the issue is no longer theoretical. It becomes a production problem.
In most cases, these deviations are not caused by incorrect design, but by insufficient control at the factory level—especially in material handling, stamping accuracy, and lamination assembly.
A capable transformer core factory does not simply reproduce drawings. It ensures that every stage of production preserves the magnetic properties defined in design.
At Shumyi, we approach core production as a controlled process chain, where material selection, tooling condition, and stacking precision are managed together to ensure stable performance from sample to mass production.
Material Control as the Foundation of Core Performance
Transformer core performance begins with electrical steel. However, specifying a material grade is only the starting point—controlling its consistency is the real challenge.
Electrical Steel Parameters
Typical material specifications include:
- Core loss: 1.2–1.5 W/kg (CRGO)
- Thickness: 0.23–0.35 mm
- Magnetic permeability stability under load
Even within specification, batch variation can occur:
- controlled supply: ±3–5% variation
- uncontrolled supply: ±8–10% variation
Such variation directly affects transformer efficiency and thermal behavior.
Material Handling and Storage
Material condition can degrade before processing if not properly managed.
Critical factors:
- humidity exposure affecting coating
- mechanical stress during handling
- improper storage leading to oxidation
These factors can reduce magnetic performance before production even begins.
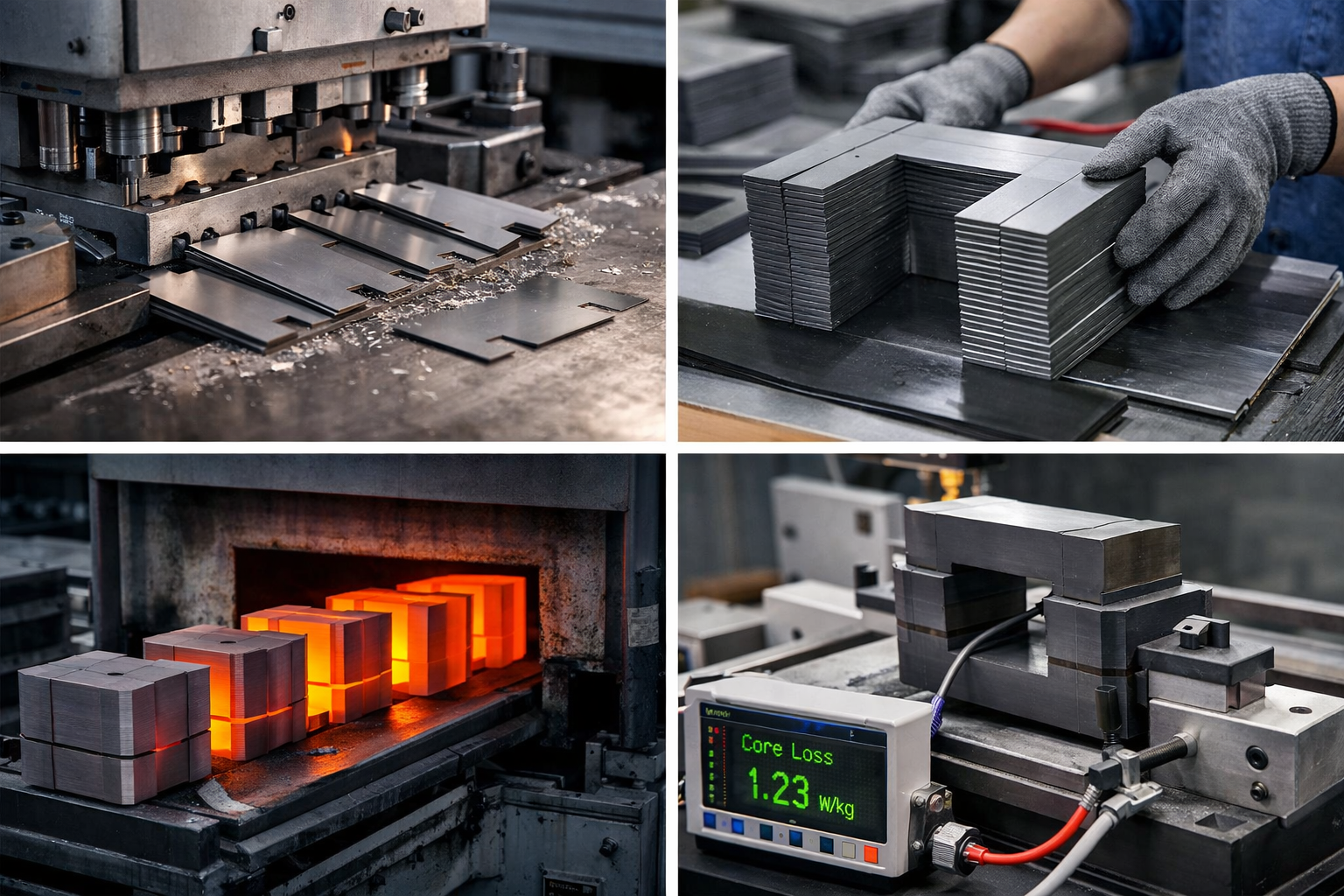
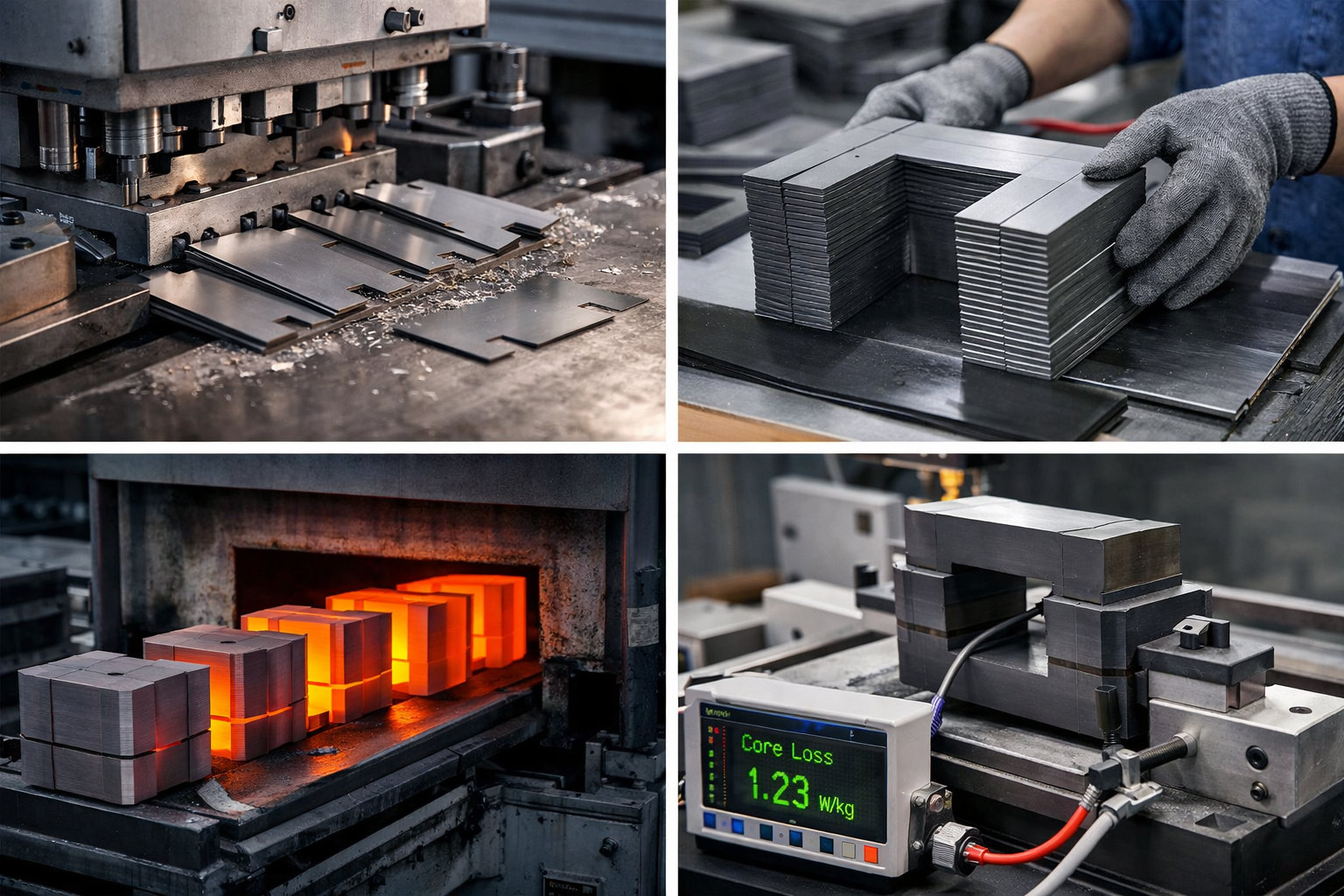
Stamping and Cutting: Where Magnetic Loss Is Introduced
The stamping stage is one of the most critical steps in transformer core production.
Burr Formation and Edge Quality
Typical comparison:
- burr ≤0.02 mm → controlled magnetic continuity
- burr ≥0.05 mm → increased eddy current loss
Higher burr levels create local magnetic resistance, increasing both core loss and heat generation.
Tooling Stability
Tool wear directly affects product consistency.
Without control:
- dimensional drift over production cycles
- variation in lamination geometry
- increased rejection rates
A professional transformer core factory monitors tooling condition continuously to maintain consistent output.
Lamination Stacking and Magnetic Path Integrity
After stamping, laminations must be assembled into a core structure. This stage determines how effectively the magnetic field flows.
Alignment and Stacking Pressure
Key parameters include:
- alignment tolerance: ≤0.02 mm
- uniform stacking pressure
- controlled stacking height
Misalignment leads to:
- flux leakage
- increased noise
- reduced efficiency
Step-Lap and Joint Optimization
In advanced designs, joint structure is optimized to reduce magnetic discontinuity.
Effects include:
- improved flux continuity
- noise reduction of 15–25%
- lower localized loss
Performance Comparison: Uncontrolled vs Controlled Factory Production
| Parameter | Uncontrolled Factory | Controlled Production |
|---|---|---|
| Core Loss | 1.5–1.8 W/kg | 1.2–1.4 W/kg |
| Efficiency | Variable | +5–10% |
| Noise Level | Inconsistent | Reduced by 15–25% |
| Temperature Rise | Higher | Lower |
| Batch Stability | Unstable | Consistent |
| Defect Rate | 8–12% | 3–5% |
These differences directly affect product quality, energy consumption, and long-term operating cost.
Production Adaptation to Different Transformer Applications
A capable factory adjusts production parameters based on how the transformer will operate—not just on design specifications.
High-Capacity Power Transformers
Operating conditions:
- continuous high load
- thermal stress
Production focus:
- low-loss CRGO material (≤1.3 W/kg)
- stable stacking density
- enhanced insulation coating
Result:
- temperature reduction of ~10°C
- improved long-term stability
Medium-Frequency and Variable Load Systems
Operating conditions:
- fluctuating load
- dynamic magnetic field
Production focus:
- thinner laminations (0.23–0.27 mm)
- improved stamping precision
- optimized magnetic path continuity
Result:
- efficiency stability improved by 4–6%
- reduced energy fluctuation
Indoor and Noise-Sensitive Installations
Operating conditions:
- limited space
- noise sensitivity
Production focus:
- improved alignment precision
- optimized joint structure
- controlled assembly pressure
Result:
- noise reduction of 15–20%
- improved installation compatibility
Safety, Quality Assurance, and Compliance
Industrial applications require transformer cores to meet strict safety and quality standards.
Quality Control System
Typical inspection includes:
- raw material verification
- stamping accuracy checks
- core loss testing
- dimensional inspection
Safety Considerations
Reliable cores must ensure:
- stable insulation performance
- resistance to thermal cycling
- mechanical integrity during operation
Certifications
Professional manufacturers typically comply with:
- ISO 9001 – quality management
- RoHS – environmental compliance
- CE – applicable standards
These ensure suitability for global markets.
Manufacturing Capability as a Long-Term Cost Factor
In transformer production, cost is not defined by the unit price of the core, but by its performance over time.
A capable transformer core factory reduces:
- energy loss during operation
- maintenance and replacement costs
- production defects
Even a 5% efficiency improvement can result in significant savings across large-scale systems.
Working with a Transformer Core Factory That Controls the Entire Process
At Shumyi, transformer core production is managed as an integrated process—from electrical steel sourcing to stamping and lamination assembly. This allows us to maintain consistent magnetic performance across all production volumes while adapting to real application requirements.
If you want to explore available transformer core products and configurations, you can review our product range here:
👉 https://www.shumyipx.com/products
For technical discussions, customization requirements, or quotation support, you can contact our team directly:
👉 https://www.shumyipx.com/contact-us
Working with a factory that understands both material behavior and production control ensures stable performance, reduced risk, and long-term operational reliability.